English


Fiber Optical Fusion Splicing Tutorial
Fiber Optical Fusion Splicing Tutorial
Fusion Splicing Apparatus
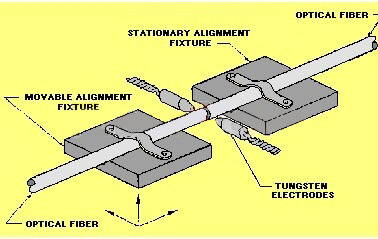 Figure 1- A basic fusion splicing apparatus
Figure 1- A basic fusion splicing apparatus
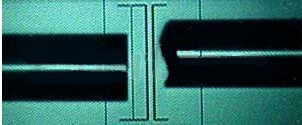
Fusion Splicing Processing
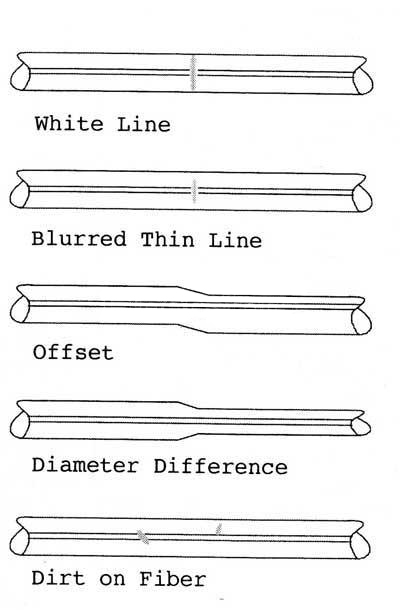
Characteristics of Place of the Splicing Process:
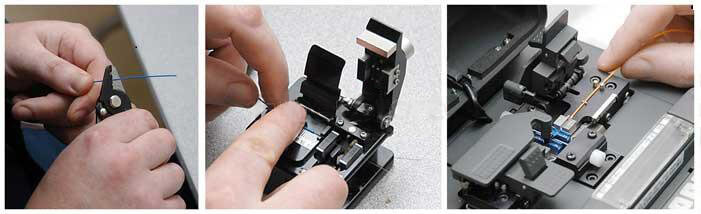
Four Basic Steps to Complete a Proper Fusion Splicing








Subscribe to Get Latest News
Email Address
Videos

01:28
Nov 20, 2023
612
0
FS Same Day Shipping Ensures Your Business Success
Recent Trend


Hot Tags
Popular


PoE vs PoE+ vs PoE++ Switch: How to Choose?
Mar 16, 2023


-